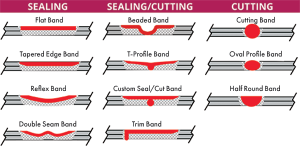
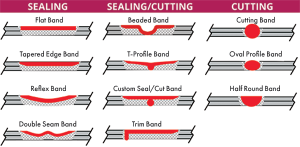
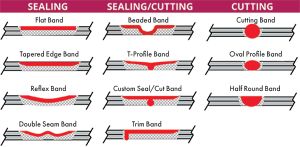
Bandes de thermoscellage par impulsion personnalisées et profilées
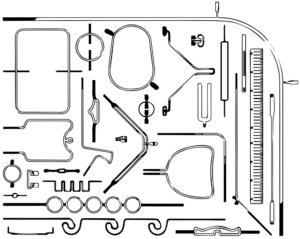
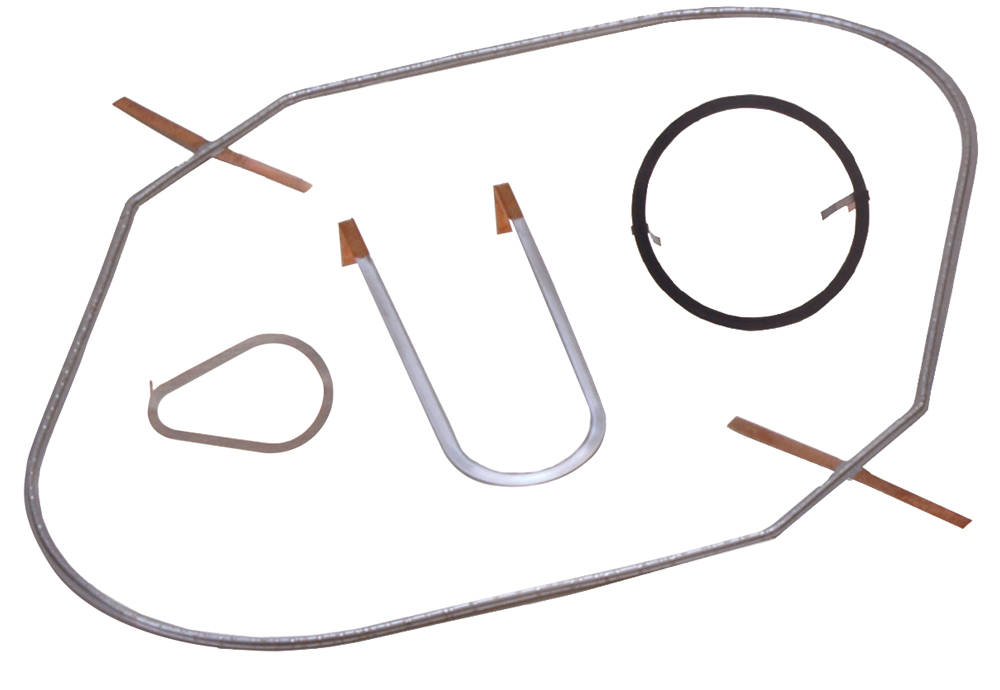
La plupart des gens pensent que la thermosoudure par impulsion se limite aux coutures droites, ce qui n'est tout simplement pas le cas. En effet, avec la technologie TOSS, des formes spéciales peuvent être créées pour répondre à vos besoins uniques en matière de scellage.
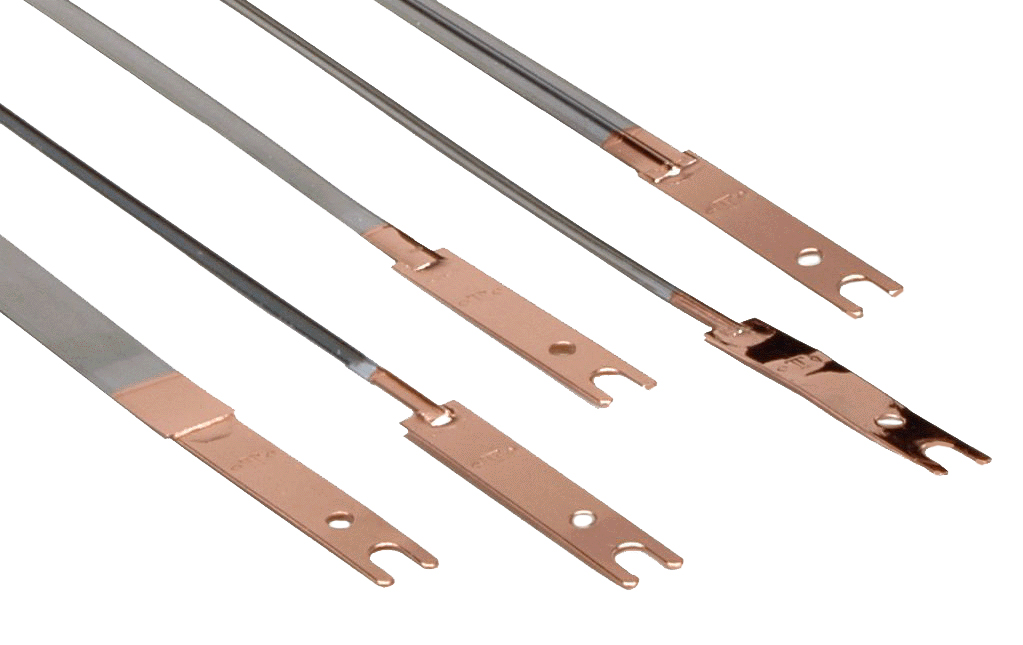
Vous pouvez concevoir et développer presque n'importe quelle configuration pour sceller des films plastiques et des pièces thermoplastiques minces. Des formes complexes avec des languettes d'alimentation multiples pour une distribution égale de la chaleur peuvent être développées pour répondre à vos besoins.